At Galloway Engines, we have had a continuous equipment update policy to ensure your engine is receiving quality machining from the latest technology. Working on classic and vintage engines requires attention to detail and additional care. There is no margin for error, as many of these engines are unique and irreplaceable.
Pictured here on one of our line boring machines, is a massive 8-litre straight-6 out of a 1930's model Bentley.
What sets this engine apart from many others is its unique design. It has two thrust main caps. The thrust main cap keeps a crank aligned within an engine so pistons are positioned perfectly within the bores and prevents longways movement of the crank (end float). Most engines only have one thrust main cap which allows flexibility when grinding the crank. However, with two main caps, you have align with two areas, which means precise measurements are more cruitial.



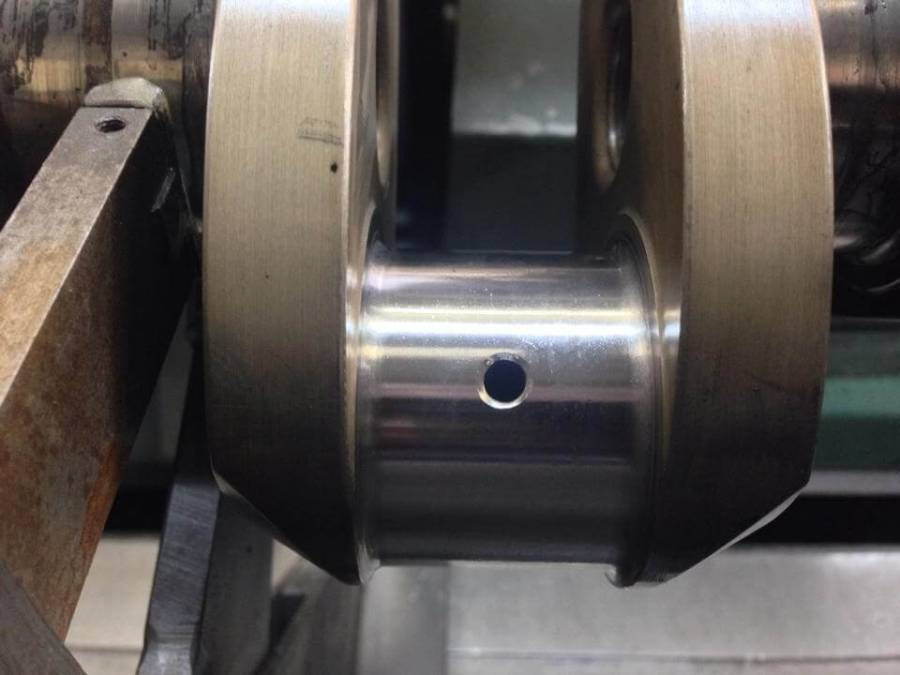
Factory crankshafts are balanced before they find their way into your stock engine. However, they are balanced to broad tolerances. Any engine can benefit from having a crankshaft which has been properly balanced to precise tolerances. Reduced vibration from the rotating assembly means less unbalanced force applied to your engine, meaning less wear and tear on your engines components and better efficiency, which leads to greater engine reliability.
This crank, set up on our crank grinding machine, is out of a 1936 Rolls Royce 6 cylinder. Just one of the many classic and vintage engines we have worked on.

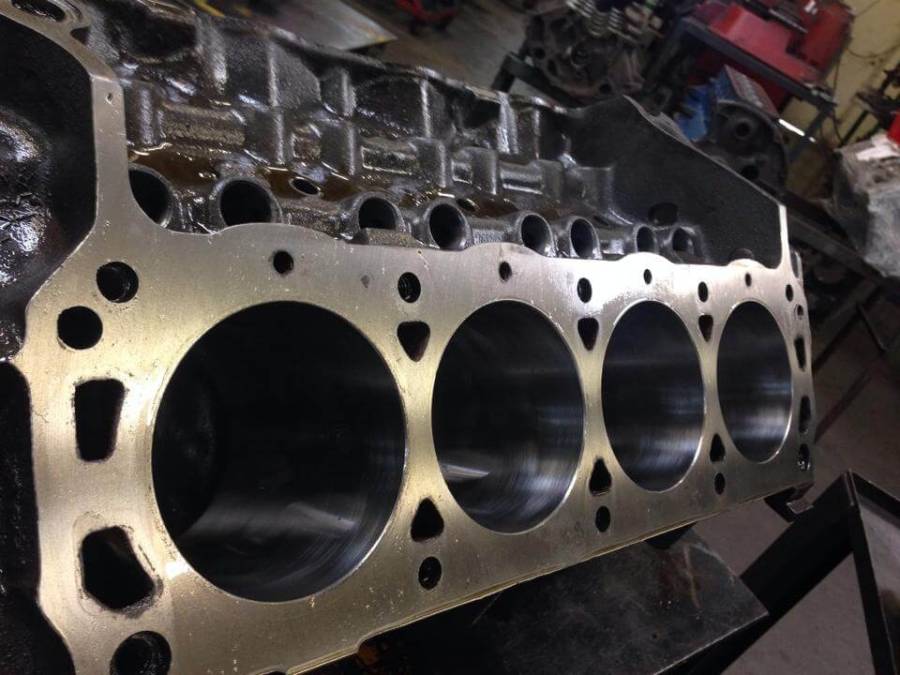
Pictured is a 260 Windsor project carried out in our workshop for a Sunbeam Tiger.
The Tiger was originally delivered with a 260 Ford V8 engine making it a potent performer for its day. Back in the early sixties Carroll Shelby was contracted to squeeze the then current 260ci Ford motor into a prototype Tiger for British car maker Sunbeam. By the time they decided to run with the concept, he had already done a deal with AC and Ford to produce the now famous AC Cobra. Sunbeam bought up a pile of Ford 260 V8 engines and went it alone back in the UK.
The Holden Grey Motor was produced between 1948 and 1962. It began as a 132ci and was bored out to a 138ci in later years. As original, it was known to produce 60 brake horsepower at 5000rpm.
Galloways offer a complete cylinder head reconditioning service, which includes precision machining of valve seats, repair or replacement of valve guides and diamond head facing.
The classic 1750 Alfa Romeo cylinder head pictured underwent a complete restoration. After a wet blast, we modified to run unleaded fuel, installed new valves & springs, diamond faced and adjusted the tappets. For more information on our cylinder head services, click here.
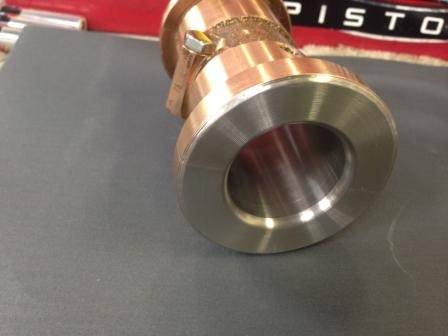
Parts for a 1903 Renault engine are not a commonly found article! These bronze main bearings were manufactured to fit into the main tunnel. White metal was finished machined from a rough cast inside the bearings.
The main caps were out-of-round, so they were bolted to the crankcase and they were line bored to match the crack case. By the time this process has been completed, the crankcase will have been line bored about 4 times, which, given the design, is not a straight-forward process.
As shown, 1903 Renault technology was very different to the engines of today. The bores are separate units, which are bolted to the crankcase.
These axles out of a Ford, were badly worn and new seals weren't enough to stop the leak. Metal spray was applied to the worn section and the shaft was machined to look like brand new!

At Galloway Engines, we believe quality machining can only be achieved on quality machines. That's why over the past 25 years we have had a continuous equipment update policy to ensure we are at the forefront of engine machining technology.
























{kind=link}
{kind=link}
{kind=link}